
Spillrite
Air operated Drum Pump 60 Cfm Reverse Pump Out - Explosion proof ATEX certified. Flammable fluids
Air operated Drum Pump 60 Cfm Reverse Pump Out - Explosion proof ATEX certified. Flammable fluids
Couldn't load pickup availability
Air operated Drum Pump 60 Cfm Reverse Pump Out - High Power - this pneumatic drum pump screws into the small 20mm bung on a standard 55/44/205 steel drum. This pump is Vacuum only.

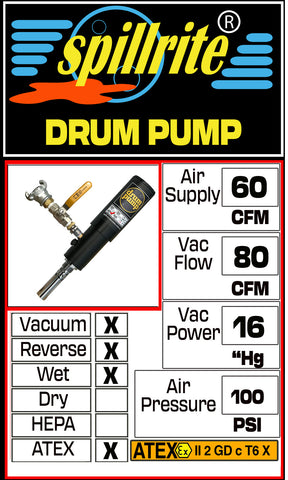
Pneumatic drum vacuums are powered by compressed air, they do not use electricity There are no moving parts to wear out, cause friction or create a spark.
Designed and manufactured in Australia
- 4 times the power of electric vacuums
- Huge 5 metre water lift
- 5 year warranty
We build to order and ship within 3 business days Drum vacuum pumps for all fluids and spills. Spillrite drum pumps turn your old steel drums into powerful vacuum cleaners for all your spill and fluid recovery requirements.
These pumps come in many configurations and can be two way drum pumps if need be. Often known as reversible drum pumps and drum vacs they are a low cost method of creating a spill control and fluid recovery system.
- High quality machined aluminium light weight pumps.
- Anodised black and with chrome float valves.
The Spillrite drum pump range starts at 20 cfm for a low air consumption fluid recovery model. The 30 cfm model is designed for rapid spill control. The hi power models are the 40 cfm and (2018) 60 cfm HIGH POWER pump which is designed for sludge, mud and thick oil.